PP ( POLY PROPYLENE)Home / Pipe Technology / PP
POLY PROPYLENE - IS 4984:1995
Installation Method
Polypropylene pipe or fittings are joined to each other by heat fusion or with mechanical fittings. Plastics may be joined to other materials by means of compression fittings, flanges, or other qualified types of manufactured transition fittings. There are many types and styles of fittings available from which the user may choose. Each offers it's particular advantages and limitations for each joining situation the user may encounter. Contact with the various manufacturers is advisable for guidance in proper applications and styles available for joining as described in this document. There will be joining methods discussed in this document covering both large and small diameter pipe.
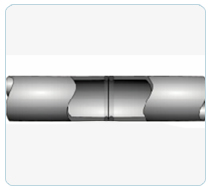
There are two types of heat fusion joints currently used in the industry.Butt Fusion
Socket Fusion
There are two types of heat fusion joints currently used in the industry.
Butt Fusion
The 6 steps involved in making a butt fusion joint are:
Socket Fusion
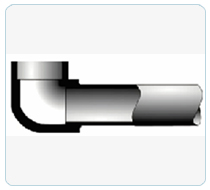
Follow These general steps when performing socket fusion:
PP Material use & characteristic
Polypropylene is suitable for use with foodstuffs, portable and ultra pure waters, as well as within the pharmaceutical and chemical industries. Polypropylene is adversely affected by UV radiation and requires insulation or a protective coating if installed outside.
Environmental resistance to most organic and inorganic chemicals.
Good material strength and fatigue
resistance
Operating temperature range -10 to 110°C (14 to 230°F)
Fusion Welding
Application Advantages
| √ Water Treatment | √ Good Corrosion-Resistance |
| √ Waste Treatment | √ High Impact Strength |
| √ Di and Specified Water Applications |
√ Safe and Easy joining by welding |
| √ Chemical process Industry | √ Outstanding Weldability |
Poly Propylene (PP)
Polyethylene has become a key material for pipeline construction thanks to its mechanical properties, its chemical resistance and especially its resistance to theral distortion.